維修詳細(xì)設(shè)計(jì)步驟以及相關(guān)操作要義1���、目的
使維修人員熟悉和掌握各種缺陷的正確維修和各設(shè)備的正確使用方法,按照作業(yè)標(biāo)準(zhǔn)工作�����,提高維修產(chǎn)品質(zhì)量
2����、范圍
適用于公司維修
3、職責(zé)
維修人員: 負(fù)責(zé)日常缺陷產(chǎn)品的維修和設(shè)備的正確使用����、清潔和保養(yǎng);
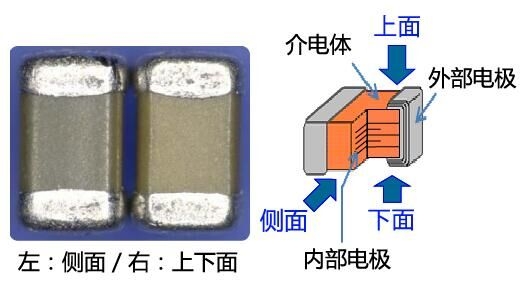
3.2 ����、技術(shù)員與拉長(zhǎng):負(fù)責(zé)進(jìn)行維修服務(wù)質(zhì)量的監(jiān)督和技術(shù)發(fā)展指導(dǎo)���。MURATA代理商一種最常用的具有溫度補(bǔ)償特性的單片陶瓷電容器�����。它的填充介質(zhì)是由銣�、釤和一些其它稀有氧化物組成的�。
4、準(zhǔn)備:
4.1���、將所用技術(shù)工具可以準(zhǔn)備好�����,確認(rèn)熱風(fēng)槍是否在工作生活狀態(tài)
4.2了解著名生產(chǎn)線生產(chǎn)的機(jī)器類(lèi)型及所用的板號(hào)
5、工具:
鑷子�、恒溫烙鐵、防靜電刷�、熱風(fēng)槍、廢紙箱����、防靜電手套�����、帶繩靜電環(huán)等����。
6����、材料說(shuō)明:
6.1 錫線
6.1.1 錫線規(guī)格:強(qiáng)力¢0.8MM
6.1.2 錫線保質(zhì)期:1年,暴露自己時(shí)間:30天
6.2 貼片膠的型號(hào):富士NE3000S6.2.1 開(kāi)罐后環(huán)境溫度下最大使用時(shí)間:7天
6.2.2未開(kāi)封罐頭的冷藏時(shí)間為: 6個(gè)月
6.3 環(huán)保型洗板水
6.3.1 保質(zhì)期:無(wú)
6.3.2 暴露自己時(shí)間:無(wú)
6.4 擦拭紙
6.4.1 擦拭紙
6.5 松香��、助焊劑
6.5.1 松香具有保質(zhì)期:1年
6.5.2松香暴露時(shí)間:7天
7����、作業(yè):
7.1每班至少在維修站進(jìn)行一次烙鐵溫度試驗(yàn),IPQC 填寫(xiě)烙鐵點(diǎn)檢記錄表
7.2從不良卡架上取出待修復(fù)的PCB板���,放在維修臺(tái)上�����,檢查不良現(xiàn)象和不良點(diǎn)��。
7.3 針對(duì)這些元件缺件���,本體破損等需要進(jìn)行更換一個(gè)元件的位置做如下問(wèn)題修理:SOP元件
7.4 元件拆除
7.4.1 觀察PCB板表面工作是否有污染�����、氧化�、雜質(zhì)進(jìn)行異物�����,如有學(xué)生則用一個(gè)環(huán)保型洗板水清洗處理干凈并晾干
7.4.2將熱風(fēng)槍控制臺(tái)的溫度設(shè)置為450 °C
使用注射器在元件的末端涂上肋骨焊劑
7.4.4 當(dāng)顯示的溫度值達(dá)到一個(gè)設(shè)定值時(shí)���,將熱風(fēng)槍嘴移到被拆除工作元件上方的52MM處開(kāi)始進(jìn)行加熱
7.4.5當(dāng)加熱時(shí)間達(dá)到焊料熔化時(shí)�����,用鑷子去除部件并成形
7.5元件焊接
7.5.1根據(jù)待修零件的最新產(chǎn)品 BOM�,準(zhǔn)備此時(shí)使用的正確零件
7.5.2選用刀形烙鐵頭恒溫烙鐵�,設(shè)置控制臺(tái)溫度:34020 ℃ 無(wú)鉛38020 ℃
使用注射器在每個(gè)墊片的頂點(diǎn)涂上帶肋的焊劑
7.5.4 將已選OK的元件用鑷子夾住放置到焊盤(pán)上(夾元件時(shí)鑷子要夾在元件本體的側(cè)面而避開(kāi)元件腳)
7.5.5取錫絲�����,在焊頭上加錫,焊接元件引腳(焊接第一個(gè)引腳時(shí)鑷子不能取下)���。焊接后���,清潔并自檢SOP組件(雙排組件引腳和向外應(yīng)用)和QFP組件(四排組件引腳和向外應(yīng)用)。
7.6 元件拆除
7.6.1 觀察PCB表面工作是否有污染�����、氧化�、雜質(zhì)進(jìn)行異物,如有學(xué)生則用其他清洗劑以及清洗處理干凈并晾干7.6.2 將熱風(fēng)槍控制臺(tái)控制溫度設(shè)定在450℃
使用注射器在元件的末端涂上肋骨焊劑
7.6.